UMA TECHNO FAB
Uma Techno Fab, based in Ahmedabad, Gujarat, specializes in manufacturing food processing, chemical, and pharma machinery. They offer equipment for cleaning, grading, and sorting, along with custom solutions based on client specifications. The company also provides EPC services, plant overhauling, and maintenance for diverse industries.
Categoary
Products
Facility
Most Recent Post


Portfolio
Contact Info
+91 87359 33517
24/7 Support for Your Business
Info File

Overview :
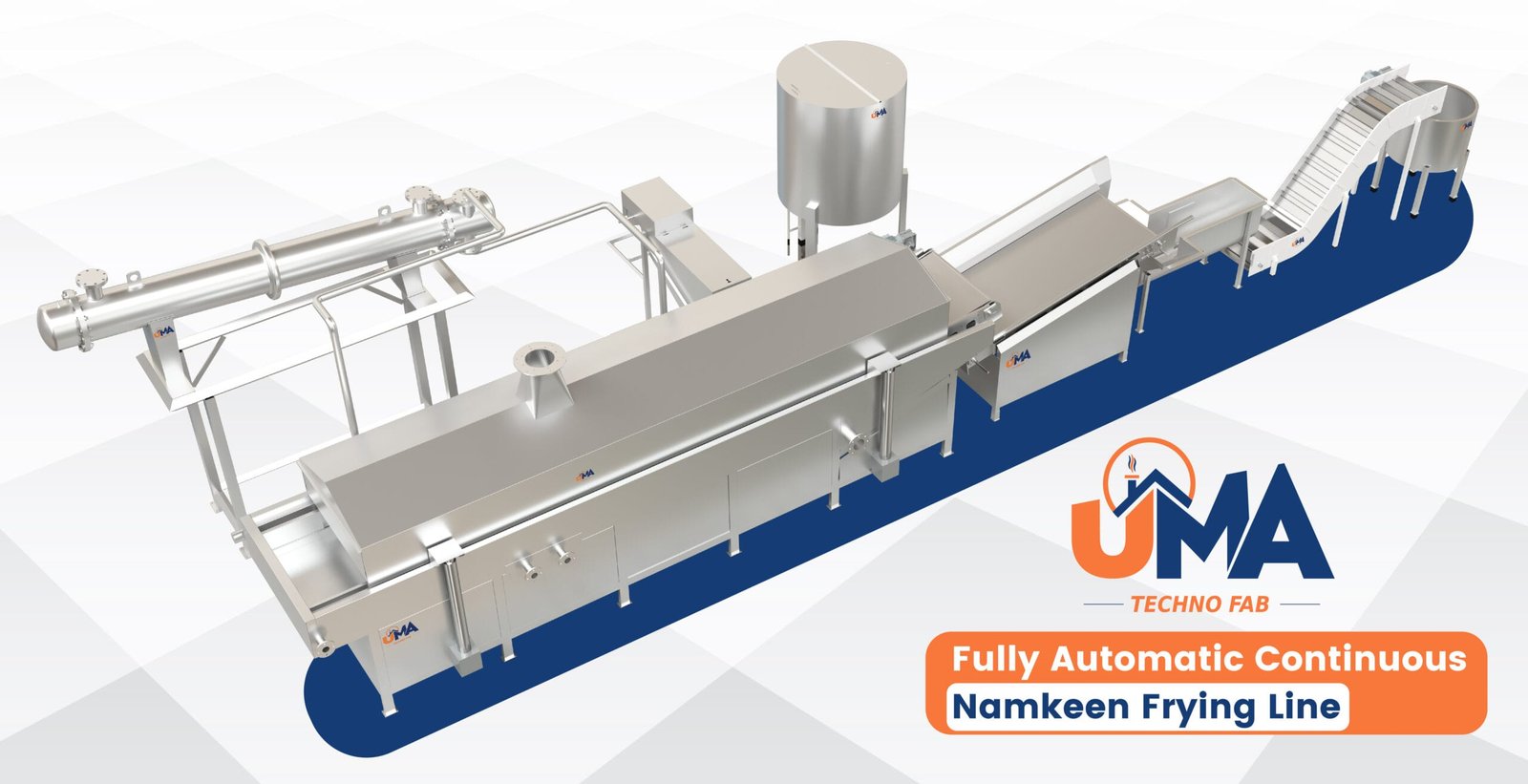
Storage tanks are crucial components in the food manufacturing process, used for storing raw ingredients, semi-finished products, or finished goods. These tanks are designed to meet the stringent requirements of food safety, ensuring hygiene and preservation. Whether it’s for storing liquids like milk, oil, and beverages, or semi-solid food products such as creams or pastes, these tanks are built to handle food-grade materials in an environmentally controlled setup.
Your food-grade storage tanks are manufactured to provide durability, precise temperature control, and corrosion resistance. They support both short-term and long-term storage applications and are designed to optimize food safety and production efficiency.
Key Features:
- Made of high-quality stainless steel (typically SS 304 or SS 316) to meet industry hygiene standards and ensure long-term durability.
- Available in various sizes and volumes to accommodate different production scales.
- Double-walled tanks with insulation to maintain desired temperatures for perishable and heat-sensitive products.
- Built-in mixers or agitators for products requiring continuous mixing or homogenization.
- Equipped with cooling or heating jackets to maintain the required temperature of stored products.
- Airtight construction prevents contamination from external factors like dust, moisture, or microbial entry.
- Integrated for easy cleaning without dismantling, reducing downtime and ensuring compliance with hygiene standards.
- Include level gauges, sight glasses, and valves for efficient monitoring and dispensing.
- Anti-corrosion coating and material for handling acidic or alkaline food products.
Advantages :
- Hygiene and Safety
- Durability
- Temperature Stability
- Energy Efficiency
- Customizability
- Ease of Maintenance
- Regulatory Compliance
- Versatile Applications
Ensures a contamination-free storage environment, essential for food quality and consumer safety.
Built with robust materials to withstand industrial usage and extreme conditions.
Supports proper storage of temperature-sensitive food materials, preserving quality and extending shelf life.
Insulated designs reduce energy consumption for cooling or heating during storage.
Can be tailored for specific food processes, whether for dairy, beverages, oils, or bulk ingredients.
Smooth surfaces and CIP systems minimize cleaning effort and improve operational efficiency.
Compliant with international standards such as HACCP, ISO, and FDA for food storage.
Suitable for a broad spectrum of food and beverage industries including dairy, bakery, confectionery, and processed foods.
{kind=link}